
Производство чугунных орудий на Урале в середине XIX в

В XVIII–XIX вв. предпринималось несколько попыток организовать на Урале производство артиллерийских орудий из чугуна. Как правило, они были вызваны обострением международной обстановки (например, войнами с Турцией или с Наполеоном). Но когда ситуация входила в норму, литье орудий прекращалось – организовать это технологически сложное производство за короткий срок на должном уровне не удавалось, а расходовать бюджетные средства на продолжение опытов, в то время как другие предприятия (прежде всего – Олонецкие заводы) изготовляли высококачественные орудия, не представлялось целесообразным. Исключение составила последняя попытка, в результате которой уральские заводы производили орудия из чугуна достаточно долго – более 40 лет – в 1830–1870-е гг.
Производство чугунных орудий в середине XIX в. не часто привлекало внимание исследователей – оно оказалось «в тени» более ярких сюжетов (например, организации производства стальных орудий, стрелкового и холодного оружия; промышленного переворота и т.д.). Однако и в этой малоизученной теме есть период, который остался вне поля зрения историков – середина 1850 – середина 1860-х гг. Лучше всего эту лакуну в историографии иллюстрирует коллективная монография «Щит и меч Отчизны. Оружие Урала с древнейших времен до наших дней», обобщающая результаты исследований по истории военной промышленности Урала, в которой сведения об этом периоде отсутствуют.
Данное сообщение является попыткой проследить развитие производства чугунных орудий на Урале в середине XIX в., сосредоточив особое внимание на периоде середины 1850 – середины 1860-х гг.
В начале 1830-х гг. орудия из чугуна изготовлялись только на одном предприятии – Александровском заводе Олонецкого горного округа. Его производственных мощностей было недостаточно для обеспечения орудиями флота, крепостей и береговой обороны, вследствие чего возникла идея возобновить их производство на Урале, где оно было прекращено 15 годами ранее.
В 1833 г. Каменскому и Верхнетуринскому заводу было заказано 26 орудий. (По два экземпляра из тугоплавких и легкоплавких руд: 36-фунтовых, 24-фунтовых, 12-фунтовых пушек крепостной артиллерии, 12-фунтовых и 6-фунтовых пушек, 1- пудовых и ½-пудовых единорогов полевой артиллерии, 24-фунтовых и 12-фунтовых пушек, 1-пудовых единорогов и 5-пудовых, 2-пудовых и ½-пудовых мортир осадной артиллерии.) Эти орудия предполагалось изготовить, использовав шведские технологии, а затем сравнить со шведскими орудиями (чугунные орудия, отлитые шведскими заводами «Финспонг» и «Окер», считались лучшими в мире).
Опыты растянулись на несколько лет, но в целом завершились успешно. По словам главного приемщика Бикбулатова, «отливка опытных орудий… под наблюдением артиллерийских офицеров… обнаружила обширные средства наших заводов и доказала на опыте, что наши орудия не только чистотою отделки, но и крепостью металла уже стали наряду с орудиями шведской артиллерии». На уральские заводы стали поступать крупные заказы: в 1834 г им был дан наряд на 606 орудий для крепостной артиллерии; в 1838 г. – на 493 орудия для береговых батарей; в 1843 г. – на 460 орудий для вооружения южных крепостей.
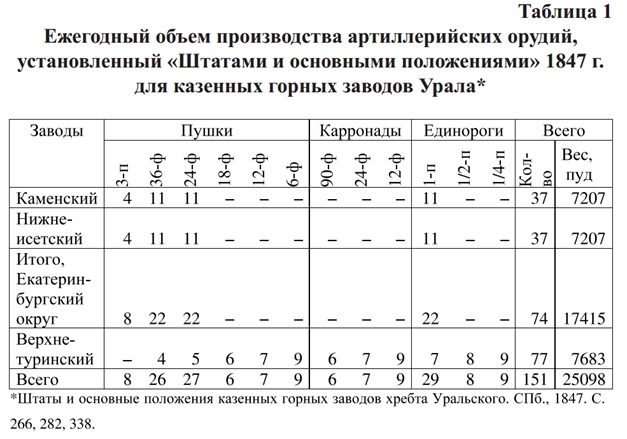
Производительность Верхнетуринского завода по выплавке чугуна была выше, чем Каменского завода (четыре домны на первом и одна на втором), но из-за высокой ломкости чугуна, выплавлявшегося преимущественно из твердоплавкого магнитного железняка, Верхнетуринский завод специализировался на орудиях средних и малых калибров, а Каменский – на крупнокалиберных орудиях (см. табл. 1).
На Каменском заводе орудия отливались прямо из домны. На Верхнетуринском заводе перед отливкой чугун дополнительно переплавляли в отражательной печи; затем
(с 1840 г.) орудия отливали из вагранки либо прямо из домны. Вспомогательным предприятием Каменского завода, на котором осуществлялась механическая отделка части отлитых орудий, являлся Нижнеисетский завод; для Верхнетуринского – Верхнебаранчинский.

1-пудовый единорог произведенный на Каменском заводе в 1838 году.
Орудийное производство постоянно модернизировалось. В 1834–1853 гг. станочный парк заводов увеличился с 20 до 44 единиц; были построены железные дороги для перевозки отлитых орудий. В Верхнетуринском заводе построен линейный чан, вмещавший сразу две опоки. На Каменском заводе, испытывавшем острый дефицит энергоресурсов, были установлены новые водяные колеса и три паровые машины. Управляющий Каменского завода Грамматчиков разработал технологию литья орудий с гладкой поверхностью, не нуждавшихся в последующей обточке («валовое» производство орудий без наружной обточки заводы так и не смогли освоить, поэтому в 1859 г. от использования этой технологии, имевшей исключительно эффект снижения издержек, отказались).
Однако вследствие недостаточной технической базы, слабости энергетики заводов, необходимости выполнения сверхнарядных заказов, изменения нарядов, технологических трудностей и иных причин годовой наряд по орудиям систематически не выполнялся.

1-пудовый единорог произведенный на Верхнетуринском заводе в 1852 г .
В 1834–1852 гг. уральские заводы выполнили только 47,5 % нарядов – 1542 орудия (18 % чугунных орудий, произведенных в стране). Их производительность была более чем в 4 раза ниже, чем производительность Александровского завода. В итоге, к началу Крымской войны дефицит орудий в крепостной артиллерии достигал 1586 единиц. Более того, артиллерии катастрофически недоставало новейших бомбических пушек.
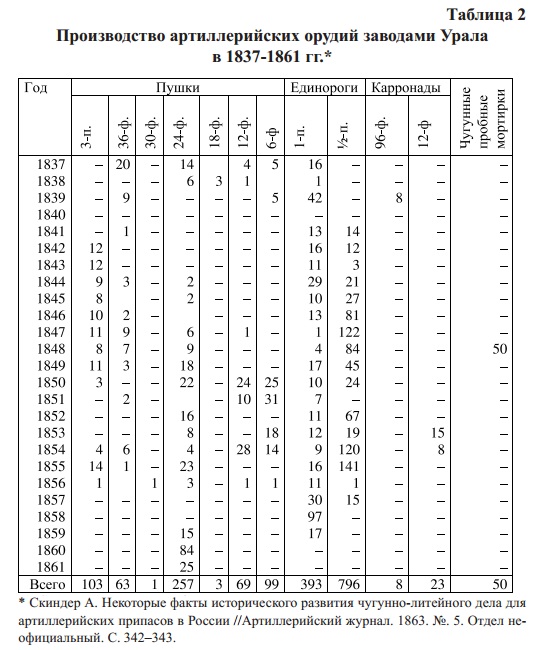
Во время Крымской войны объемы выпуска увеличились (см. табл. 2). Если до войны ежегодно изготовлялось, в среднем, 80–90 орудий, то в 1854 г. было выпущено 193, в 1855 г. – 195 Чтобы стимулировать производство, был расширен станочный парк, модернизировано энергетическое хозяйство. Военное ведомство ослабило требования при приемке орудий (в 1855 г. разрешило принимать орудия с отбитым винградом; в 1856 г. – с сыпью и царапинами настволе). Однако с валом заказов заводы не справлялись. Особенно тяжелая обстановка сложилась на Каменском заводе, где с 1853 г. наблюдалось «расстройство литья». В 1854 г. Каменскому заводу было назначено в наряд орудий общим весом 23,7 тыс. пуд., а изготовлено только 7,9 тыс. пуд. К изготовлению орудий подключилась Екатеринбургская механическая фабрика, которая начала отливать пушки из чугуна, подаренного частными заводчиками.
В результате прочность орудий, сдававшихся Каменским заводом, резко упала. «Дурное качество приготовляемых там орудий» было «доказано положительно». В 1856 г. Каменскому заводу «валовое» производство было запрещено впредь до подбора «благонадежного рудного смешения»; все орудия, отлитые во время войны, были признаны «сомнительными». С 1856 по 1860 г. на Урале орудия в наряд изготовлял только Верхнетуринский завод. Несмотря на то, что его орудия не вызывали особых нареканий, Верхнетуринскому заводу также было рекомендовано провести исследования с целью выявления лучшего «рудного смешения».
В 1857–1859 гг. на Каменском и Верхнетуринском заводах были проведены обширные исследования. Анализировалось влияние на крепость чугуна состава шихты; печей, в которой переплавлялся чугун; размер прибыли; влияние вторичной переплавки чугуна; отбеливания чугуна в процессе переплавки; качества топлива и т. д. В результате были подобраны оптимальные «рудные смешения» и режимы литья. По образцу Александровского завода для переплавки чугуна на заводах были построены по четыре отражательных печи. Результаты исследования оказались очень благоприятными. По свидетельству главного приемщика Одинца все опытные 12-фунтовые пушки «не только выдержали усиленную пробу, но и многие выдержали весьма большее число разрывных выстрелов»15. В 1859 г. горным заводам был дан наряд на 156 3-пудовых, 40 36-фунтовых бомбических пушек и 30 1-пудовых единорогов.
Но главная проблема – отливка однородных больших болванок –решена не была17. Еще в 1856 г. горным заводам был дан заказ на новейшие 60-фунтовые бомбические пушки – первые орудия, специально спроектированные для борьбы с броненосцами. Однако с организацией их производства возникли затруднения: если Верхнетуринский завод и Александровский завод Олонецкого округа изготовляли слабые орудия, то на Каменском заводе пушечно-литейное дело было в неудовлетворительном состоянии. Поэтому основной заказ на 500 60-фунтовых бомбических пушек достался шведским заводам «Ставшё» и «Финдспонг» (однако, как выяснилось позже, шведские пушки также оказались «мало благонадежны»). В 1859 г. после завершения опытов по подбору «рудного смешения» заводы вернулись к отливке 60-фунтовых пушек. Но, как оказалось, «в орудиях больших калибров чугун тех шихт, которые при испытании орудий 12-фунтового калибра оказались наилучшими, не дал вполне удовлетворительных результатов» – на испытаниях выгорало запальное отверстие, появлялись трещины, пушки преждевременно рвались. В 1861 г. в связи с отсутствием «уже надобности в 60-фунтовых пушках», Артиллерийский комитет предложил «опыты над отливкою этих орудий» прекратить, «тем более, что при нынешнем состоянии уральских заводов нельзя и ожидать, в скором времени благоприятных результатов по этому делу». Тем не менее, изготовление 60-фунтовых пушек для опытов продолжилось.
Поскольку проблема с литьем чугунных орудий кардинально не разрешалась, начались опыты с иными технологиями. В качестве альтернатив предлагались: навивка на железный стержень стальной проволоки, ее проварка и проковка; сварка орудий из железных полос и обручей по технологии английского фабриканта У. Дж. Армстронга; скрепление чугунных пушек железной проволокой или стальными кольцами и др.
Самой перспективной альтернативой представлялось изготовление орудий из литой стали, которая и была реализована в результате строительства златоустовской Князе-михайловской фабрики, а затем Пермского сталепушечного завода и Обуховского сталелитейного завода.
Из прочих вариантов неплохие результаты были получены в ходе опытов с укреплением чугунных пушек железной проволокой, навивавшейся на вертлюжную и казенную часть ствола под натяжением, которые провел артиллерийский приемщик Семашко в 1859–1860 гг. на Верхнетуринском заводе и в 1861–1862 гг. на Каменском заводе. Для своих опытов он использовал забракованные орудия. В Верхней Туре в результате испытания стрельбою на разрыв скрепленная проволокой 12-фунтовая пушка разорвалась на 108-м выстреле – оторвалась торельная часть, при этом все остальное орудие осталось целым (лучшие нескрепленные орудия выдерживали в среднем 71 выстрел); 60-фунтовая пушка вообще не разорвалась – в ней только образовалась трещина. Опыты на Каменском заводе дали такой же результат – скрепленные орудия оказывались в разы прочнее нескрепленных: скрепленная 60-фунтовая пушка разорвалась на 152-м выстреле, а нескрепленная – на 15-м.
В 1863–1864 гг. была, наконец, разрешена проблема литья тяжеловесных чугунных орудий. Во время гражданской войны в США Россия проявила себя одним из немногих союзников северян. Американцы передали России технологию литья чугунных орудий в опоку со вставленным стержнем, изобретенную Т. Родманом. Способ литья в опоку со стержнем был хорошо известен. Специфика метода Родмана заключалась в том, что чугун заливался в предварительно нагретую опоку, а стержень охлаждался водой; в результате чего вначале происходила кристаллизация не внешнего слоя чугуна, а, наоборот, внутреннего, пузырьки газа успевали выйти из отливки, а не оставались в отливке в виде «раковин».
Освоение данной технологии решило проблему изготовления крупнокалиберных чугунных орудий.

Клеймо Каменского завода на 60-фунтовой пушке в Сестрорецке.

Клеймо Каменского завода на 60-фунтовой пушке в Сестрорецке.
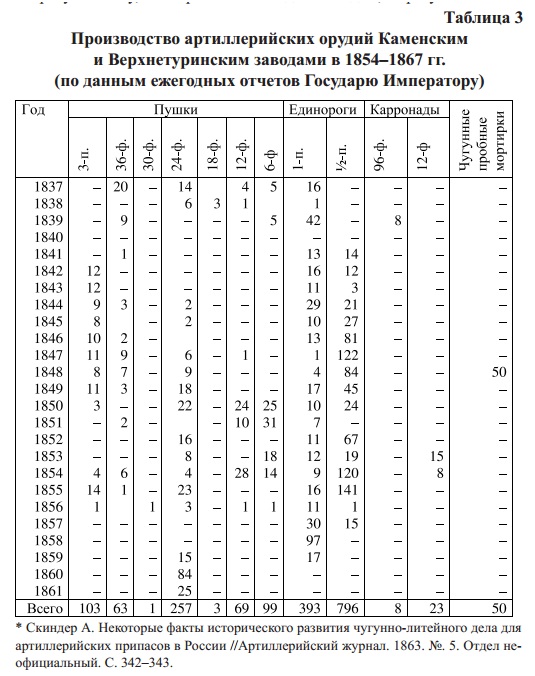
В 1863–1864 гг. к производству орудий по американскому способу приступили Каменский и Верхнетуринский заводы. Объемы выпуска начали расти (см. табл. 3), но успех был недолгим. В 1867 г. Горный департамент распорядился производство орудий в Верхней Туре и Каменске прекратить, сославшись на то, что сопротивление разрыву чугуна верхнетуринских и каменских орудий оказалось меньше, чем орудий нового Пермского чугуннопушечного завода. Технология Т. Родмана позволила получить от чугуна то, чего так долго добивались артиллеристы – стабильного литья прочных орудий крупных калибров.
В 1864 г. в связи с предполагавшимися заказами армии и флота на крупнокалиберные чугунные орудия директор горного департамента В.К. Рашет и главный начальник горных заводов Урала А.А. Иосса, приняли решение построить на Каме, рядом с Пермским сталепушечным, Пермский чугуннопушечный завод. Каменский и Верхнетуринский заводы в принципе могли изготовлять 15-дюймовые орудия весом до 1000 пуд. каждое, «но по отдаленности их от сплавных рек и вследствие чрезвычайной тяжести орудий, доставка сих последних к пристаням была бы сопряжена с чрезвычайными затруднениями и потребовала бы огромных расходов».
В 1864 г. под руководством Г. Л. Грасгофа началось строительство Пермского чугуннопушечного завода. К 1868 г. оно было завершено. Завод обошелся казне в 325,3 тыс. руб. Он был оборудован шестью отражательными печами, двумя мостовыми кранами, 12 сверлильными станками. Сырьем для литья орудий служили чугуны Верхнетуринского, Каменского и Уткинского заводов. В 1865 г. была успешно испытана опытная 12-фунтовая пушка, а со следующего года началось «валовое» производство. При переходе к серийному выпуску качество орудий упало – пушки не выдерживали пробы 35-ю прогрессивно-усиленными выстрелами. Требования при приемке были вновь ужесточены, что решило проблему с прочностью орудий. Завод приступил к производству 12- и 24-фунтовых пушек и 5-пудовых мортир.

Крупнокалиберных орудий, ради которых он строился, завод не выпускал, единственным исключением стала пермская «царь-пушка» – 20-дюймовая гладкоствольная колумбиада (копия орудий морских и береговых орудий США). Она была изготовлена в виде опыта, но в серию не пошла. Такими орудиями предполагалось вооружать русские мониторы, если бы опыты с 9-дюймовыми стальными пушками закончились неудачей, но поскольку эти опыты оказались успешны, от производства 20-дюймовых орудий отказались.

В 1867 г. ГАУ поставило перед Горным департаментом задачу организовать на пермских заводах производство чугунных орудий, скрепленных стальными кольцами. Опыты по скреплению чугунных орудий, которые были начаты Семашко в 1859 г., продолжались в
течение 1860-х гг. Перевести исследования в плоскость выполнения военных заказов побудили успехи, достигнутые Францией. В1859 г. на вооружение французского флота были приняты чугунные орудия, скрепленные стальными кольцами, однако их эффективность была низкой. В 1864 г. во Франции начались исследования с целью выработки рационального способа скрепления орудий. Как только в 1867 г. опыты принесли положительный результат – 7 пушек выдержали испытание в 500 выстрелов, – ГАУ потребовало от горных заводов того же. Чугунные скрепленные стальными кольцами орудия были крайне необходимы для вооружения береговой артиллерии. Прочных отечественных стальных орудий еще не было, а бронза была слишком мягким металлом для производства береговой артиллерии. Оставалось либо заказывать за границей стальные орудия, либо организовать на русских заводах производство чугунных, скрепленных стальными кольцами.
В 1868 г. завод изготовил скрепленную 8-дюймовую пушку. Она была признана удовлетворительной, но на вооружение не поступила. Вследствие чего в горном ведомстве возникло впечатление, что такие орудия артиллерии больше не нужны, и работы по производству скрепленных орудий были приостановлены. В 1871 г. Артиллерийский комитет вернулся к вопросу о скрепленных пушках. Члены Комитета заявили, «что опыты непременно следует вести, и притом так, чтобы вслед за окончанием опытов завод, в случае успеха их, мог бы прямо приступить к валовому изготовлению орудий». Без
чугунных скрепленных орудий (несмотря на то, что они уступали стальным в прочности) не было возможности быстро выполнить план вооружения крепостей – его реализация растянулась бы на десятилетия.
В 1871 г. произошло слияние Пермских сталепушечного и чугуннопушечного заводов в единое предприятие – «Пермские пушечные заводы». Слияние было произведено «в том предположении, чтобы в случае приготовления чугунных орудий, одетых стальными
кольцами, производство это не встретило препятствия». С 1873 г. Пермский пушечный завод начал изготовлять скрепленные чугунные орудия. Объединенный завод изготовлял из чугуна орудия для крепостной артиллерии: 12-фунтовые пушки, 24-фунтовые длинные
и короткие пушки, 11-дюймовые береговые пушки, 8-дюймовые и 9-дюймовые мортиры.
Последними чугунными орудиями, поступившими на вооружение русской артиллерии, были скрепленные стальными кольцами 11-дюймовые пушки. В 1879 г. Пермский завод получил условный заказ на 20 11-дюймовых (280-мм) чугунных пушек обр. 1877 г. Отливка стволов была закончена в 1880 г. В 1881 г. были проведены испытания первой пушки, которые показали низкое качество стволов с чугунным каналом. Было принято решение вставить в стволы чугунных пушек стальные трубы. В 1886 г. (по другим данным – в 1887 г.) размер заказа был сокращен до 10 пушек. Первая чугунная пушка со стальным стволом была изготовлена в 1890 г. Последние три пушки были сданы артиллерийскому приемщику в 1895 г.
Таким образом, в производстве чугунных орудий на предприятиях Урала в середине XIX в. выделяется ряд этапов. В середине 1830-х гг., адаптировав к местным условиям шведские технологии, Верхнетуринский и Каменский заводы приступили к производству
орудий. До Крымской войны качество орудий не вызывало нареканий артиллеристов, однако производительность заводов сохранялась на низком уровне. Модернизация производства была направлена на расширение производительности и снижение производственных издержек. Резкий рост объемов производства во время Крымской войны привел к падению качества продукции. В 1857–1859 гг. заводы провели исследования по подбору «рудного смешения», которые дали благоприятный результат в отношении 12-фунтовых пушек, но качество 60-фунтовых орудий по-прежнему оставалась нестабильным, вследствие чего опыты по подбору шихты и режима плавления
были продолжены. В 1863–1864 гг. Каменский и Верхнетуринский заводы перешли на технологию Т. Родмана, благодаря которой была решена проблема литья крупнокалиберных орудий. Однако в 1867 г. орудийное производство на этих заводах было закрыто. Центр производства чугунных орудий переместился в Прикамье, где в 1864–1868 гг. был построен Пермский чугунопушечный завод. Орудия из чугуна производились до 1880-х гг., они существенно уступали в прочности стальным орудиям, но рассматривались как дешевая замена дорогим стальным. С переходом к «дальнобойным системам» обр. 1878 г. артиллерия перестала заказывать чугунные орудия.